Akryllinse, PMMA plastlinse.


Linse introduksjon:
Grunnplaten til akryllinse er laget av PMMA, som også kalles presset akryllinse av folk i Hong Kong og Taiwan.Akryllinse refererer til den ekstruderte akrylplaten.For å oppnå den optiske galvaniseringen, vil bunnplaten danne speileffekten etter vakuumbelegg.Plastlinse brukes til å erstatte glasslinse, som har fordelene med lett vekt, ikke lett å knuse, praktisk støping og prosessering, enkel farging og så videre, utviklingsmomentumet øker dag for dag, og det har blitt en slags teknologi i linseproduksjon.Plastplater kan generelt lages til: enkeltsidig speil, dobbeltsidig speil, plastspeil, papirspeil, halvlinse, etc. de kan lages i henhold til forskjellige krav.For eksempel kan skjermen til mobiltelefon og TV sees hver dag.
Objektivets egenskaper:
Akryl er egnet for sekundær prosessering, som maskinering, termoplastisk støping, blåsestøping, blister, løsemiddelbinding, termisk trykking, silketrykk og vakuumgalvanisering.Etter suksessen er det det vi kaller akryllinse.
Akrylplate er polymerisert av metylmetakrylatmonomer (MMA), nemlig polymetylmetakrylat (PMMA) plateplexiglass, som er en slags pleksiglass behandlet ved en spesiell prosess.Den har ryktet som "plastdronning".Forskning og utvikling av akryl har en historie på mer enn 100 år.
Linsebruk:
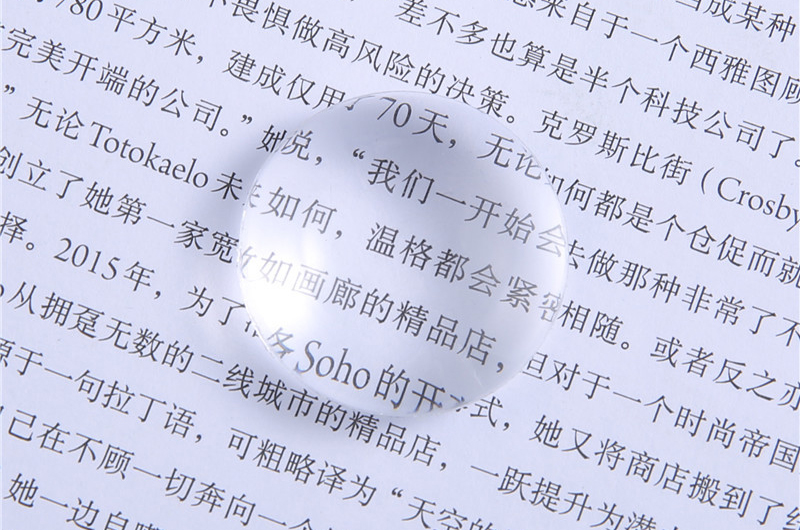
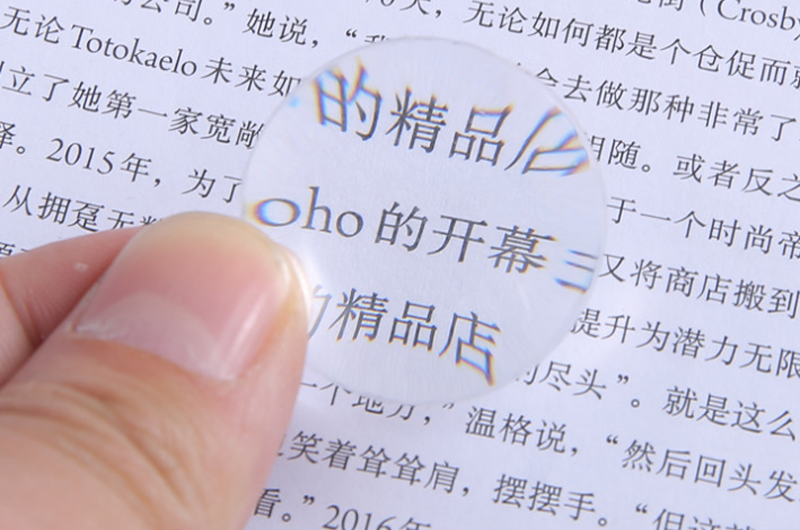
Akryl har fordelene med lav vekt, lav pris og enkel støping.Dens støpemetoder inkluderer støping, sprøytestøping, maskinering, termoforming av akryl, etc. Spesielt kan sprøytestøping produseres i store mengder, med enkel prosess og lave kostnader.Derfor er det mye brukt i instrumentdeler, billamper, optiske linser, gjennomsiktige rør og så videre.
Akryl er det beste nye materialet for å lage sanitærutstyr etter keramikk.Sammenlignet med tradisjonelle keramiske materialer har akryl ikke bare enestående høy lysstyrke, men har også følgende fordeler: god seighet og ikke lett å skade;Sterk gjenopprettende, så lenge det myke skummet dyppet i tannkrem kan tørke av sanitærutstyret nytt.Teksturen er myk, og det er ingen beinkjølende følelse om vinteren;Lyse farger kan møte den individuelle jakten på forskjellige smaker.Bordservanten, badekaret og toalettet laget av akryl er ikke bare utsøkt i stil, holdbart, men også miljøvennlig.Strålingslinjen er nesten den samme som for menneskelige bein.Akryl sanitærutstyr dukket først opp i USA og utgjør nå mer enn 70% av hele det internasjonale markedet.På grunn av vanskeligheten og de høye kostnadene ved akrylproduksjon, er det mange rimelige erstatninger på markedet.Disse erstatningene, også kjent som "akryl", er faktisk vanlig organisk brett eller komposittbrett (også kjent som sandwichbrett).Vanlig organisk plate støpes med vanlig plexiglass sprekkmateriale og pigment.Overflatehardheten er lav og lett å falme.Poleringseffekten er dårlig etter polering med finsand.Komposittplaten har kun et tynt lag akryl på overflaten og ABS-plast i midten.Det er lett å delaminere på grunn av påvirkning av termisk ekspansjon og kaldkrymping under bruk.Ekte og usant akryl kan identifiseres fra den subtile fargeforskjellen og poleringseffekten til plateseksjonen.1 Arkitektonisk applikasjon: vindu, lydisolerte dører og vindu, dagslysdeksel, telefonkiosk, dekorativt fargespeil, etc. Reklameapplikasjon: lysboks, skilt, skilt, utstillingsstativ, etc. Transportapplikasjon: tog, bilspeil, billinse, etc. 4 Medisinsk bruk: babyinkubator, ulike kirurgiske medisinske instrumenter, sivile artikler: håndverk, kosmetiske speil, braketter, akvarier, lekespeil osv. Industriell bruk: instrumentpanel og deksel, etc. Belysningsapplikasjoner: fluorescerende lampe, lysekrone, gatelyktdeksel, led reflektor, akrylreflektor, etc.
Prosessegenskaper:
1. Akryl inneholder polarsidemetyl, som har åpenbar hygroskopisitet.Vannabsorpsjonen er generelt 0,3 % – 0,4 %.Det må være akrylplate før forming
Den må tørkes under 80 ℃ – 85 ℃ i 4-5 timer.2. Akryl har effektive og åpenbare ikke-newtonske væskeegenskaper i temperaturområdet for støpeprosessen.Smelteviskositeten vil avta betydelig med økningen i skjærhastigheten, og smelteviskositeten er også svært følsom for temperaturendringer.Derfor, for støpeprosessering av polymetylmetakrylat, kan økning av støpetrykket og temperaturen redusere smelteviskositeten betydelig og oppnå bedre fluiditet.3. Temperaturen der akryl begynner å flyte er omtrent 160 ℃, og temperaturen der den begynner å dekomponere er høyere enn 270 ℃, med et bredt behandlingstemperaturområde.4. Viskositeten til akrylsmelten er høy, kjølehastigheten er rask, og produktene er enkle å produsere indre stress.Derfor er prosessforholdene strengt kontrollert under støping, og produktene trenger også etterbehandling etter støping.5. Akryl er en amorf polymer med liten krymping og dens variasjonsområde, vanligvis ca. 0,5 % – 0,8 %, noe som bidrar til å danne plastdeler med høy dimensjonsnøyaktighet.6. Akrylskjæreytelsen er veldig god, og profilen kan enkelt maskineres til forskjellige nødvendige størrelser.
Prosessteknologi:
Akryl kan ta i bruk støping, sprøytestøping, ekstrudering, termoforming, lasergravering, laserskjæring og andre prosesser.
Støpestøping
Støpestøping brukes til å danne profiler som plexiglassplater og stenger, det vil si at profiler dannes ved bulkpolymerisering.De støpte produktene trenger etterbehandling.Etterbehandlingsforholdene er varmekonservering i 2 timer ved 60 ℃ og varmekonservering i 2 timer ved 120 ℃
Sprøytestøping
Sprøytestøping bruker det granulære materialet tilberedt ved suspensjonspolymerisasjon, og støpingen utføres på den vanlige stempel- eller skrusprøytestøpemaskinen.Tabell 1 viser de typiske prosessbetingelsene for polymetylmetakrylat-sprøytestøping.Prosessparametere skruesprøytestøpemaskin stempel sprøytestøpemaskin tønne ℃ temperatur bak 180-200 180-200 midtre 190-230 foran 180-210 210-240 dysetemperatur ℃ 180-210 210-240 støpeform 40-240 i 40 trykk MPa 80-120 80-130 holdetrykk MPa 40-60 40-60 skruhastighet rp.m-1 20-30 injeksjonsprodukter trenger også etterbehandling for å eliminere indre stress, Behandlingen utføres i en 70-80 ℃ varmluftsirkulasjonstørkeovn.Behandlingstiden for akrylstang tar vanligvis omtrent 4 timer avhengig av tykkelsen på produktet.
Termoforming
Termoforming er prosessen med å lage plexiglassplater eller -ark til produkter av forskjellige størrelser og former.Emnet kuttet i ønsket størrelse klemmes fast på formrammen, varmes opp for å myke det og settes deretter under trykk for å gjøre det nær formoverflaten for å få samme form som formoverflaten.Etter avkjøling og forming trimmes kanten for å oppnå produktet.Metoden for vakuumtrekking eller direkte trykksetting av stempel med profil kan brukes for trykksetting.Termoformingstemperaturen kan referere til temperaturområdet anbefalt i tabell 3. Ved bruk av hurtigvakuum-lavtrekkformingsprodukter er det hensiktsmessig å bruke temperaturen nær den nedre grensen.Ved dannelse av dyptgående produkter med kompleks form, er det hensiktsmessig å bruke temperaturen nær den øvre grensen.Vanligvis er den normale temperaturen vedtatt.
Vi har alle størrelser av aryllinser, hvis du trenger dem, vennligst kontakt oss, vi kan også lage aryllinsen i henhold til dine krav.Du kan sende tegningen til oss, så kan vi lage formene for deg.Tusen takk.